Горячее изостатическое прессование (HIP) использует тепло и давление для консолидации биосовместимых металлических порошков в сложные формы, подходящие для имплантатов тазобедренного сустава, требующих баланса прочности, долговечности и способности к интеграции в кость. В данном руководстве рассматриваются основные типы сплавов, методы производства, характеристики, области применения, спецификации и сравнения металлических порошков HIP для имплантатов тазобедренного сустава.
Обзор Металлические порошки HIP для ортопедии
Горячее изостатическое прессование обеспечивает консолидацию металлических порошков-предшественников практически до чистой формы, сохраняя при этом настраиваемые свойства материала, необходимые для компонентов имплантатов для замены суставов, которые должны выдерживать биомеханические нагрузки человека.
Стандартные сплавы, запрессованные в гильзы тазобедренных суставов, бедренные ножки/головки и вкладыши ацетабулярных чашек с помощью техники HIP, включают в себя:
- Кобальт-хромовые сплавы - высокая прочность и металлическая биосовместимость
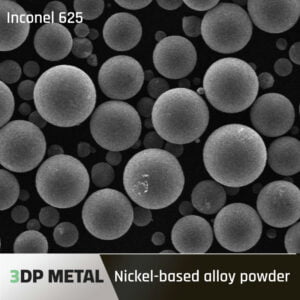
- Титановые сплавы, такие как Ti6Al4V ELI - более низкий модуль упругости, чем у стали, подходящей для костей
- Порошки из нержавеющей стали - высочайшая пластичность и вязкость разрушения
- Танталовые сплавы - усиленный рост костной ткани с помощью пористых конструкций
Порошки этих сплавов спрессовываются в сложные формы с помощью комбинации воздействия повышенной температуры (до 2000°C) и изостатического давления (от 100 до 300 МПа) в специально разработанных емкостях HIP для производства точного медицинского оборудования.

Типы композиций металлических порошковых сплавов HIP
Таблица 1: Общие стандартные составы и характеристики материалов
| Тип сплава | Типовой состав | Основные свойства |
|---|---|---|
| Кобальтовые сплавы | Co-28Cr-6Mo Особо низкоуглеродистая марка |
Отличная износостойкость; высокие показатели UTS и твердости |
| Титановые сплавы | Ti-6Al-4V Не содержит ванадия |
Низкая плотность; умеренная прочность; биологическая инертность |
| Нержавеющая сталь | Нестандартные смеси 316L Улучшенный азот |
Высокая пластичность и вязкость разрушения; Биосовместимость |
| Танталовые сплавы | Ta-10W | Пористая кость, способная к росту; биоинертная; радиоопаковая |
Строгий контроль при производстве порошка и горячем прессовании обеспечивает высокую чистоту, необходимую для длительной работы имплантатов без ускоренного износа и коррозии.
Методы производства Металлические порошки HIP
Таблица 2: Основные технологии изготовления порошков для получения сырья
| Метод | Описание | Характеристики |
|---|---|---|
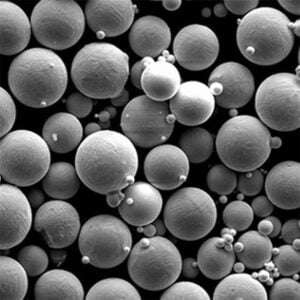
| Газовая атомизация | Инертный газ разрушает поток металла | Распределение сферических частиц по форме |
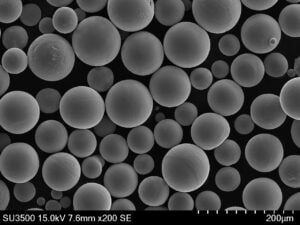
| Плазменное распыление | Энергия плазмы, используемая для дезинтеграции | Более мелкие порошки размером <50 микрон |
| Гидрогенизация-дегидрирование | Легирование посредством абсорбции и удаления водорода | Более мягкая податливость порошка |
| Электролитический | Контролируемое неравномерное электролитическое осаждение металлов | Получаемая пористая структура |
| Литье металлов под давлением | Смешивание и формование связующего перед HIP | Возможность создания сетки сложной формы |
В то время как предварительные сплавы, полученные газовым распылением, обеспечивают умеренную скорость производства и контроль над такими примесями, как кислород, новые технологии плазменного распыления и литья металлов под давлением со связующими позволяют получить меньшее распределение по размерам для создания более тонких геометрических форм медицинского оборудования.
Характеристики и свойства
Таблица 3: Типичные технические свойства металлических порошков для ортопедических имплантатов HIP
| Недвижимость | Измерение | Описание |
|---|---|---|
| Состав | Спектрометр Макроузера | Проверяет процентное содержание легирующих элементов |
| Размер частиц | Дифракция лазерного излучения | Уровень распределения P80% |
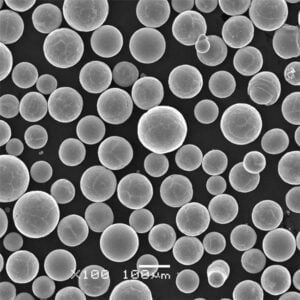
| Форма частиц | СЭМ-изображение | Сферичность влияет на плотность прессования |
| Скорость потока | Расходомер Холла | Угол откоса указывает на сплоченность |
| Плотность отвода | >90% теоретически достижимо | Более высокие значения улучшают консолидацию |
| Поверхностный оксид | Энергодисперсионная рентгеновская спектроскопия | Минимизировано для обеспечения биосовместимости |
| Твердость | Пост-спекание по Роквеллу | 54-65 HRC для тазобедренных сплавов |
| Прочность на разрыв | 750-1300 МПа | Необходим для восприятия динамических нагрузок на тело |
| Модуль упругости | 50-200 ГПа | Соответствие натуральной кости позволяет избежать защиты от стресса |
| Размер зерна | 1-5 микрон | Тонкость лучше; указывает на однородность |
Помимо химической чистоты, факторами, определяющими производительность, являются оптимальная упаковка частиц во время HIP-процессов, отсутствие внутренней пористости в готовом оборудовании, тонкая микроструктурная однородность при обработке поверхности.






Применение Металлические порошки HIP в ортопедии
Таблица 4: Основные области применения имплантационных устройств
| Компоненты | Выбор сплава |
|---|---|
| Головки бедренной кости | Кобальтовые сплавы, нержавеющая сталь |
| Ацетабулярные чашки | Титановые сплавы, танталовые пористые конструкции |
| Стебли, розетки | Титановые сплавы, кобальтовые сплавы |
| Костные пластины, винты | Порошки из нержавеющей стали |
| Зубные имплантаты | Порошки титанового сплава и сплава Ta-W |
| Спинальный, челюстно-лицевой отделы | Кобальтовые сплавы, танталовые сплавы |
HIPping позволяет изготавливать монолитные цельные имплантаты, которые невозможно получить путем ковки, литья или механической обработки, что повышает надежность и остеоинтеграцию.
Индивидуально подобранные сочетания прочности, пластичности, коррозионной стойкости, биологической совместимости и характеристик визуализации делают горячее изостатическое прессование предпочтительной технологией для производства сложных устройств для замены суставов.
Стандарты ISO для порошков ортопедических сплавов HIP
Таблица 5: Ключевые мировые стандарты, которым следуют спецификации ортопедических металлических порошков HIP:
| Стандарт | Материалы | Аспекты валидации |
|---|---|---|
| ASTM F75 | Кобальтовые сплавы | Химия, механические свойства |
| ISO 5832-4 | Кобальтовые сплавы | F75 эквивалентность проверена |
| ASTM F1108 | Кобальтовые сплавы | Методы испытания сыпучих порошков |
| ISO 5832-11 | Титановые/танталовые сплавы | Химия, токсичность |
| ASTM F1580 | Титановые сплавы | Ориентация на метод производства порошка |
| ASTM F138 | Нержавеющие стали | Химический состав стали, размеры зерен |
| ISO 5832-1 | Нержавеющие стали | Спецификация для хирургического класса |
Они определяют целевые химические диапазоны, допустимые примеси, пределы пористости, рекомендуемые маршруты производства порошка, требования к отслеживанию сырья, а также контрольные показатели эффективности и пороговые значения биологической реактивности после ГИП, обеспечивающие безопасность пациента и эффективность устройства в течение длительного срока службы имплантата.
Поставщик Ландшафт
Таблица 6: Основные мировые поставщики и диапазоны цен на порошок:
| Компания | Материалы | Цена за кг |
|---|---|---|
| Столярные технологии | Кобальт, титан | $90-120 |
| ATI | Титан, тантал, кобальт | $100-150 |
| Praxair | Кобальт, титан | $70-100 |
| Титановые технологии OSAKA | Титан, танталовые сплавы | $80-130 |
По мере роста спроса на эндопротезы тазобедренного сустава в связи со старением населения ожидается ввод в эксплуатацию дополнительных мощностей плазменного распыления, что приведет к снижению стоимости порошка. В настоящее время стоимость килограмма в долларах зависит от объема заказа и точного состава.

Сравнительные плюсы и минусы по сравнению с альтернативами
Таблица 7: Сплавы для имплантатов HIP в сравнении с другими материалами, такими как полимеры и керамика
| Плюсы | Cons |
|---|---|
| Повышенная усталостная прочность и устойчивость к разрушению | Коррозия металла/ионные риски, требующие снижения |
| Выдерживают циклические биомеханические нагрузки | Ограничено для молодых и активных пациентов |
| Отсутствие токсичных остатков; стабильный интерфейс | Дороже, чем другие варианты |
| Лучше подходит для крупных пациентов | Может мешать проведению медицинской визуализации |
Для пожилых людей с низким уровнем активности преимущества длительной жизнеспособности металлической конструкции и роста костной ткани, обеспечиваемые сплавами для тазобедренного сустава, перевешивают потенциальные недостатки по сравнению с другими вариантами материалов, надежность которых продолжает расти на протяжении десятилетий.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Вопрос: Как часто используются имплантаты тазобедренного сустава HIP на основе металлического порошка по сравнению с другими материалами?
Металлические сплавы по-прежнему составляют почти 70% тотальных эндопротезов тазобедренного сустава у пациентов старше 60 лет с учетом истории болезни, хотя использование полимерных и керамических альтернатив растет у более молодых и активных пациентов.
Вопрос: Какие этапы обработки после HIP готовят порошки для интеграции в медицинские устройства?
Типичные этапы после HIP включают в себя - удаление опоры путем механической обработки/полировки, пассивацию и стерилизацию методами, такими как оксид этилена или гамма-облучение, необходимыми для стерильной хирургической интеграции в анатомию пациента.