Additive manufacturing, also known as 3D printing, utilizes metal powders as the raw material for building metal parts and products layer by layer. The properties and characteristics of the metal powder have a significant impact on the quality, mechanical properties, precision, and performance of 3D printed metal components. This article provides a comprehensive overview of metal powders for additive manufacturing.

Types of Metal Powders for Additive Manufacturing
There are various types of metals and alloys available in powder form for use in 3D printing technologies. The most commonly used metal powders include:
Types of Metal Powders for Additive Manufacturing
| Metal Powder | Key Characteristics |
|---|---|
| Stainless Steel | Excellent corrosion resistance, high strength and hardness. Austenitic, martensitic, duplex, and precipitation hardening grades available. |
| Aluminum Alloys | Lightweight, high strength-to-weight ratio. Al-Si and Al-Mg alloys commonly used. |
| Titanium Alloys | High strength-to-weight ratio, biocompatibility. Ti-6Al-4V most common. |
| Cobalt-Chromium | Excellent wear and corrosion resistance. Used for biomedical implants. |
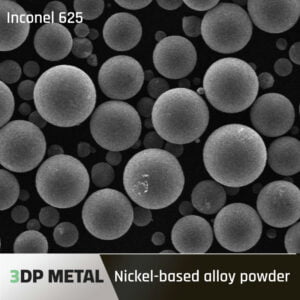
| Nickel Alloys | High temperature strength, corrosion resistance. Inconel and Hastelloy grades. |
| Copper Alloys | High thermal and electrical conductivity. Brass, bronze grades available. |
| Precious Metals | Excellent chemical stability. Gold, silver, platinum used for jewelry. |









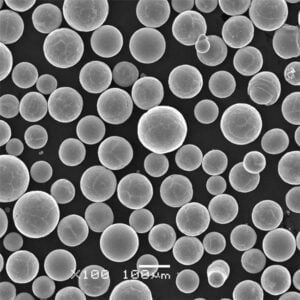
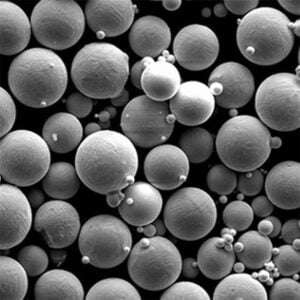
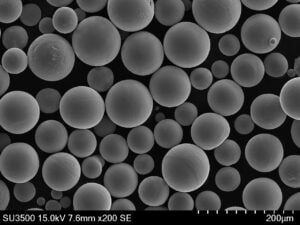
The particle shape, size distribution, flow characteristics, and microstructure of the metal powder can vary considerably depending on the production method. This affects the packing density, spreadability, and sintering behavior during 3D printing.
Production Methods for Metal Powders

There are several production techniques used to manufacture metallic powders for additive manufacturing:
Metal Powder Production Methods
| Method | Description | Particle Characteristics |
|---|---|---|
| Gas Atomization | Melted metal stream atomized by high pressure inert gas into fine droplets that solidify into spherical powder particles. | Excellent flowability. Controlled particle size distribution. Spherical morphology. |
| Water Atomization | Molten metal stream broken into droplets by high velocity water jets. Rapid quenching leads to irregular powder shapes. | More contamination. Wider size distribution. Irregular particle shapes with satellites. |
| Plasma Atomization | Metal powder produced by atomizing molten metal with plasma jet. Rapid cooling rates produce fine, spherical powders. | Very fine, spherical powder. Controlled size distribution. Used for reactive alloys. |
| Electrode Induction Melting | Metal wire fed into melting chamber and melted by induction coils. Droplets fall through chamber and solidify into powder. | Medium particle sizes. Satellite formation on particles. |
| Mechanical Grinding | Coarse metal powder produced by mechanical milling and grinding. | Wide particle size distribution. Irregular particle shapes with internal porosity. |
| Metal Dehydration | Hydride-dehydride process reduces metal to fine powder. Used for titanium, zirconium alloys. | Spongy particles with high internal porosity. May need jet milling. |
Gas atomization and water atomization are the most common methods for producing fine powders for powder bed fusion 3D printing processes. The powder production technique influences composition, particle shape, porosity, flow characteristics, microstructure and cost of the metal powder.
Metal Powder Properties and Characteristics
The properties of metal powders used in additive manufacturing play a critical role in determining the final part quality, mechanical properties, precision, surface finish and performance. Some key characteristics include:
Metal Powder Properties for Additive Manufacturing
| Property | Description | Importance |
|---|---|---|
| Particle Shape | Spherical, satellited, irregular shaped | Affects flow, packing density, spreadability in powder bed |
| Particle Size Distribution | Range of particle diameters in powder | Affects part resolution, surface finish, density |
| Flowability | Ability of powder to flow freely under gravity | Impacts powder spreading and uniformity in powder bed |
| Apparent Density | Mass per unit volume of loose powder | Influences build volume, sintering kinetics |
| Tap Density | Maximum packing density under vibration/tapping | Indicates spreadability and densification during sintering |
| Hall Flow Rate | Time required for 50g of powder to flow through an orifice | Measure of flowability and consistency |
| Hausner Ratio | Ratio of tap density to apparent density | Higher ratio indicates more interparticle friction, worse flow |
| Moisture Content | Water content absorbed on surface of powder particles | Too high moisture causes powder agglomeration |
| Oxygen Content | Oxygen absorbed on powder particle surfaces | Can affect powder flowability, cause porosity in final part |
| Microstructure | Grain size, grain boundaries, phases present | Impacts mechanical properties, anisotropy, defects in final part |
Meeting the stringent requirements for these powder characteristics is critical to achieving high density, good mechanical properties and quality for additively manufactured components.
Metal Powder Specifications
Metal powders used in additive manufacturing must meet certain specifications in terms of composition, particle size distribution, flow rate, apparent density, and microstructure. Some common metal powder specifications include:
Typical Specifications for Metal Powders for Additive Manufacturing
| Parameter | Typical Specification |
|---|---|
| Alloy composition | ± 0.5 wt% of specified chemistry |
| Particle size | 10-45 μm |
| D10 particle size | 5-15 μm |
| D50 particle size | 20-40 μm |
| D90 particle size | 40-100 μm |
| Apparent density | 2.5-4.5 g/cc |
| Tap density | 3.5-6.5 g/cc |
| Hausner ratio | <1.25 |
| Hall flow rate | <30 sec for 50 g |
| Moisture content | <0.2 wt% |
| Oxygen content | 150-500 ppm |
The size distribution is critical, with common D10, D50 and D90 particle sizes between 5-100 microns. Tighter distributions improve powder bed density and resolution. Standards like ASTM F3049, F3301, and ISO/ASTM 52921 specify stringent rules for metal powder feedstocks used in additive manufacturing.
Applications of Metal Powders in Additive Manufacturing

Metal powders are used in various additive manufacturing technologies to print functional metal parts across diverse industries:
Applications of Metal Powder in Additive Manufacturing
| Industry | Applications | Metals Used |
|---|---|---|
| Aerospace | Turbine blades, rocket nozzles, heat exchangers | Ti, Ni, Co alloys |
| Medical | Dental crowns, implants, surgical tools | Ti, CoCr, stainless steels |
| Automotive | Lightweighting prototypes, custom parts | Al, steel, Ti alloys |
| Industrial | Heat sinks, manifold blocks, robotics | Al, stainless, tool steels |
| Jewelry | Custom jewelry, rapid prototyping | Gold, silver, platinum alloys |
| Oil & Gas | Pipe fittings, valves, pump housings | Stainless steels, Inconel |
Additive manufacturing with metal powders is ideal for producing complex, customized components with enhanced mechanical properties and shapes not possible with conventional manufacturing. The expanding range of available metal alloys continues to grow the applications across industries.
Cost Analysis of Metal Powders
The type of metal powder and required quality has a significant impact on material cost in additive manufacturing. Some typical metal powder costs are:
Price Ranges for Metal Powders for Additive Manufacturing
| Material | Price Range |
|---|---|
| Aluminum Alloys | $50-100/kg |
| Stainless Steels | $50-150/kg |
| Tool Steels | $50-200/kg |
| Titanium Alloys | $200-500/kg |
| Nickel Superalloys | $100-300/kg |
| Cobalt Chrome | $150-250/kg |
| Precious Metals | $1500-3000/kg for gold, silver |
Prices vary based on alloy composition, particle characteristics, powder quality, and purchase volume. Reducing material waste by recycling unused powder can improve cost-effectiveness of printing with expensive alloys.
Detailed Pricing Breakdown for Metal Powders
The costs associated with metal powders can be a significant portion of the overall expenses in additive manufacturing. This section provides greater detail on current price ranges for various metal alloys:
Titanium Alloy Powder Pricing
| Alloy | Price per kg |
|---|---|
| Ti-6Al-4V ELI | $350-500 |
| Ti 6Al-4V Grade 5 | $250-400 |
| Ti 6Al-4V Grade 23 | $300-450 |
| Ti 6Al-4V Grade 35 | $250-350 |
| Ti-6Al-2Sn-4Zr-6Mo | $400-600 |
| Ti-55531 | $500-800 |
The most commonly used Ti-6Al-4V alloy for aerospace applications ranges from $250-500/kg. More advanced titanium alloys can cost over $800/kg.
Aluminum Alloy Powder Pricing
| Alloy | Price per kg |
|---|---|
| AlSi10Mg | $90-120 |
| AlSi7Mg | $80-100 |
| AlSi12 | $75-90 |
| AlSi10Mg with Nanoparticles | $250-500 |
| Al 6061 | $100-150 |
| Al 7075 | $80-120 |
Aluminum alloys are generally $80-150/kg with specialized compositions and nano-reinforced powders commanding premium pricing from $250-500/kg.
Nickel Alloy Powder Pricing
| Alloy | Price per kg |
|---|---|
| Inconel 718 | $150-300 |
| Inconel 625 | $120-250 |
| Hastelloy X | $200-350 |
| Haynes 282 | $200-400 |
| Inconel 939 | $300-800 |
Nickel superalloys range from $120-800/kg depending on alloy composition, particle characteristics, and bulk order volumes.
Precious metals used for jewelry and medical devices command very high prices from $1500-3000/kg for gold, silver and platinum alloys.
Understanding current price levels across the most common alloys allows informed selection of cost-effective materials for specific applications.
Stainless Steel Powder Pricing
| Alloy | Price per kg |
|---|---|
| 316L | $50-100 |
| 17-4PH | $100-150 |
| 15-5PH | $150-200 |
| 304L | $30-60 |
| 420 Stainless | $35-75 |
Stainless steel powders range from $30-200/kg depending on the grade. More specialized alloys and compositions with tighter specifications command higher prices.
Tool Steel Powder Pricing
| Alloy | Price per kg |
|---|---|
| H13 Tool Steel | $90-120 |
| Maraging Steel | $180-250 |
| Copper Tool Steel | $120-200 |
| Hot Work Tool Steel | $80-150 |
Tool steel powder prices range from $80-250/kg depending on hardness, alloy composition, and particle characteristics.
Copper Alloy Powder Pricing
| Alloy | Price per kg |
|---|---|
| Copper | $100-150 |
| Bronze | $50-120 |
| Brass | $60-100 |
Copper and copper alloy powders used for their thermal and electrical properties are $50-150/kg.
Cobalt-Chrome Alloy Powder Pricing
| Alloy | Price per kg |
|---|---|
| CoCrMo | $170-220 |
| CoCrW | $180-230 |
| CoCrMoWC | $220-300 |
Medical grade cobalt-chrome alloys range from $170-300/kg depending on composition and particle characteristics.
Overall, metal powder prices span a wide range based on alloy, production method, quality, and order volume. But understanding current market pricing provides helpful guidance during product design and material selection for additive manufacturing.
In additive manufacturing, there are two main approaches that utilize metal powder feedstocks: powder bed fusion processes and directed energy deposition processes. This section compares the different powder requirements and characteristics between the powder bed and blown powder approaches.
Powder Bed Fusion Processes
In powder bed fusion processes like selective laser sintering (SLS) and electron beam melting (EBM), the metal powder is spread in thin layers across a build plate and selectively melted by a heat source layer-by-layer to fabricate a part. Some key differences in powder properties include:
Powder Requirements for Powder Bed Fusion
| Parameter | Typical Specification | Reason |
|---|---|---|
| Particle size distribution | Tighter distribution around 20-45μm | To achieve uniform layer thickness and high packing density |
| Particle morphology | Highly spherical, smooth surfaces | To enable good flow and spreadability across powder bed |
| Internal porosity | Minimal porosity or hollow particles | To reduce defects and achieve high density in printed parts |
| Apparent density | Above 50% of alloy density | To maximize powder bed density and minimize recoater passes |
| Flow characteristics | Smooth, consistent powder flow | Critical for uniform layer deposition and defect-free parts |
Spherical gas-atomized powders with controlled size distribution and good flowability are ideal for powder bed fusion AM processes.
Blown Powder Directed Energy Deposition
In DED techniques like laser engineered net shaping (LENS) and electron beam additive manufacturing (EBAM), the metal powder is directly injected into a molten pool created by a laser or electron beam heat source. Key powder differences versus powder bed:
Powder Requirements for Blown Powder DED
| Parameter | Typical Specification | Reason |
|---|---|---|
| Particle size distribution | Wider distribution from 10-150μm typical | To enable powder flowability as well as melt pool penetration |
| Particle morphology | Can use irregular shapes and satellites | Flowability less critical than penetration into melt pool |
| Internal porosity | Can tolerate more porosity | Rapid melting minimizes impact on final part density |
| Apparent density | >60% of alloy density | Improved powder flow and mixer loading |
| Flow characteristics | Moderate flowability | Mainly needs to avoid clumping and ensure steady powder stream |
With blown powder DED, the powder feedstock requirements are more flexible compared to powder bed fusion processes. A key advantage of DED is the capability to use lower cost powder production methods.
Powder Considerations for Quality and Cost
In summary, powder bed fusion places stricter requirements on powder characteristics to prevent defects and achieve high density parts. This usually necessitates the use of more expensive gas atomized powders. Blown powder DED provides more flexibility to use lower cost powders, but this can impact mechanical properties and accuracy. Part size, surface finish requirements, mechanical performance, and budget are key factors in selecting an appropriate additive manufacturing process and powder feedstock.
Additive Manufacturing of Metal Matrix Composites
Metal matrix composites (MMCs) with ceramic reinforcements are an emerging area in powder-based additive manufacturing. This section provides an overview of printing MMCs using powder bed fusion and blown powder directed energy deposition.
MMC Additive Manufacturing Using Powder Bed Fusion
Reinforcements like carbides, borides and oxides can be blended with metal alloy powders to print particle-reinforced metal matrix composites with enhanced properties:
MMC Powders for Powder Bed Fusion AM
| Matrix | Reinforcement | Key Characteristics |
|---|---|---|
| AlSi10Mg | SiC, Al2O3 | Wear resistance, higher stiffness |
| Ti6Al4V | TiB2, TiC | Increased strength and hardness |
| Inconel 718 | WC, ZrO2 | Improved high temperature strength |
| CoCr | WC, TaC | Excellent wear resistance |
| 316L stainless steel | Y2O3, TiO2 | Higher strength, toughness |
However, factors like difference in melting points, poor wettability, and agglomeration of reinforcements can cause defects and challenges in printing high quality MMC parts. Nanoscale reinforcements and tailored powder blending and spreading parameters are required to successfully print dense, isotropic MMCs using powder bed fusion AM.
MMC Additive Manufacturing Using Blown Powder DED
DED blown powder approaches offer advantages for printing MMCs:
- Reinforcements can be directly injected into melt pool avoiding agglomeration issues
- Rapid melting and solidification improves ceramic distribution
- Larger particle sizes and higher reinforcement fractions can be used
But controlling reinforcement content throughout the build height and achieving uniform distribution remains challenging. Hybrid AM systems combining powder bed fusion and DED allow high density metals like copper to be printed as a continuous matrix using powder bed fusion while ceramic reinforcements are simultaneously injected to locally reinforce or harden regions.
Overall, additive manufacturing enables fabrication of complex net-shape MMC components with locally tailored compositions and properties not feasible with conventional composite manufacturing. But development of feedstock powders and print parameters tailored to specific metal-ceramic systems are essential to realize the full potential of printing particle reinforced MMCs using AM.
FAQ on Metal Powders for Additive Manufacturing
Here are answers to some common questions about metal powders used in additive manufacturing processes:
FAQs about Metal Powders for AM
Q: What is the most commonly used metal powder for 3D printing?
A: Aluminum alloys, particularly AlSi10Mg, are one of the most popular metals for powder-based AM across aerospace, automotive and industrial applications due to their light weight, corrosion resistance, and cost advantages versus titanium and nickel alloys.
Q: What is the most expensive metal powder?
A: Precious metals like gold, silver and platinum have the highest material costs at $1500-3000 per kilogram. Titanium alloys are also relatively expensive at over $200/kg. Nickel superalloys range from $100-300/kg depending on composition.
Q: What is the difference between virgin and recycled metal powder?
A: Virgin powder is freshly produced powder that has not been used in printing before. Recycled powder is powder recovered after a print and re-used. Recycled powder can be 20-30% cheaper but runs risk of contamination and property changes after multiple reuse cycles.
Q: What is critical in determining metal powder size distribution?
A: A tight particle size distribution is critical for powder bed fusion AM to enable uniform layer thickness, high packing density, good flow and resolution. Typical distributions aim for D10: 20-40 microns, D50: 20-45 microns, D90 below 100 microns.
Q: How does moisture in metal powder impact AM processes?
A: Moisture absorbed on powder particles can cause powders to clump and impair flow. Excess moisture also leads to porosity in printed parts. Most processes require moisture content below 0.2 wt% through drying.
Q: What is the role of powder recyclability in AM?
A: Recycling unused powder after prints reduces material waste and cost, especially for expensive alloys. But contamination can occur after re-use. Processes with inert atmospheres or vacuum minimize oxidation and improve recyclability.
Q: How are metal powders with bimodal distributions used in AM?
A: Bimodal powders with two distinct coarse and fine powder fractions can improve packing density and print resolution. The finer powder packs between larger particles. But such powders require expertise to ensure proper blending and handling.
Q: Does AM allow use of lower grade cheaper powders over other processes?
A: Blown powder DED AM can utilize lower cost powders from other production methods that may not meet strict specifications for powder bed fusion. But this can compromise mechanical properties and accuracy versus gas atomized powders.
Conclusion
In summary, metal powders serve as a fundamental raw material for fabricating 3D printed metal components using powder bed fusion and directed energy deposition additive manufacturing technologies. The characteristics and quality of the metal powder feedstock exert a strong influence on the final part properties, precision, surface finish and performance across aerospace, medical, automotive and industrial applications. Gas atomization and water atomization are primary production methods. Key powder attributes like particle size distribution, morphology, apparent density, flow characteristics, and microcleanliness must meet stringent specifications for AM processes and final part requirements. Continuing advancements in tailored metal powder engineering, modeling, and characterization will be critical to unlocking the full potential of additive manufacturing with metals.